Curvature tuning through defect-based 4D printing
Published in Materials, Mathematical & Computational Engineering Applications, and Mechanical Engineering
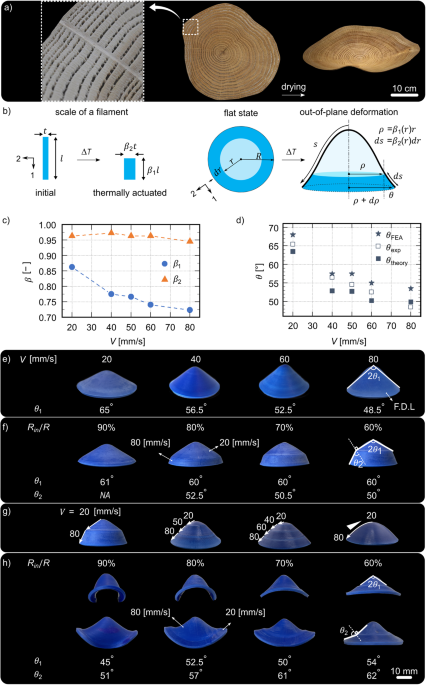
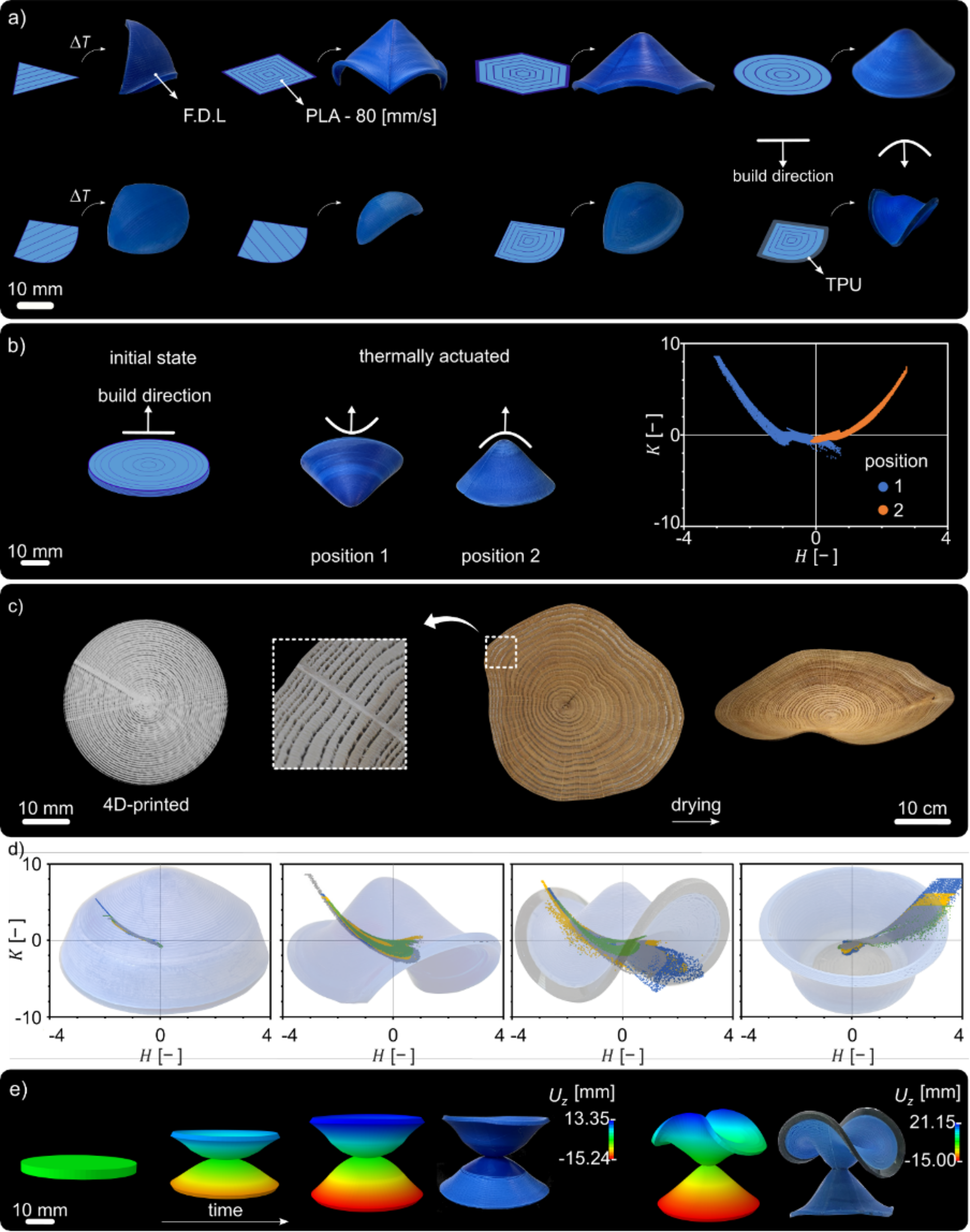
The latest developments in 4D printing have ushered in a new era of smart materials capable of changing shape and properties over time. Standard filament printing introduces residual stresses in the material along the printing direction. Upon heating, these stresses relax, inducing metric changes and deformation of the structure. For instance, a flat disk printed from successive rings adopts a conical shape after heating (see Figure 1a). In addition, thinner disk specimens tend to curl, suggesting a gradient of residual stress across the thickness. Traditionally, such deformations are undesired. Can we shift paradigms and harness printing procedures to program shape changes?
The quest for reverse deformation. Our exploration pivoted when we questioned, "How can we design structures to undergo reverse deformation?" (Figure 1b). Investigating the dynamic mechanical properties of printed filaments did not provide a definitive answer. Instead, a key insight came from analyzing the microstructure of these prints. Inspired by natural phenomena, such as leaves curling due to water evaporation or thin wood slices deforming upon drying (Figure 1c), we recognized the deliberate formation of micro-defects as crucial in driving shape transformations. This perspective shift allowed us to see imperfections not as obstacles but as facilitators of controlled deformation. Nature acted as our mentor, where gaps and spaces within biological structures allowed for controlled contractions. In printed filaments, these gaps emerged as spaces for contraction, offering a new outlook on the role of defects.
Fused Deposition Modeling as a platform for innovation. Two phenomena became central in advancing 4D printing with polymeric materials: anisotropic filament deformation and the formation of micro-defects during the printing process. We used fused deposition modeling as a dynamic platform for innovation in 4D printing, aiming to achieve complex shape transformations and to use imperfections as a design tool. By adjusting printing parameters such as bed temperature, nozzle temperature, and printing speed, we expanded the design possibilities for diverse shape-morphing behaviors.
Experimental journey. Our journey involved manipulating the spatial distribution of imperfections and residual stresses by varying printing speeds and integrating multi-materials. We aimed to reveal the potential within imperfections and residual stresses. Through a series of experiments, we demonstrated that imperfections could be exploited to achieve targeted shape transformations. The interaction between printing speed, micro-defects, and multi-material configurations paved the way for intricate positive curvatures, reverse deformations, and defying conventional limits (Figure 1d-left). We also intentionally introduced a softer material to affect local deformation, enabling us to control residual stresses and bending stiffness, thus accessing a range of curvature types. The combination of varying expansion factors, imperfection distributions, and multi-material printing resulted in complex 3D structures with complex geometries (Figure 1d-right). From negative to positive values of mean and Gaussian curvature, our defect-based metamaterials promise diverse applications, from soft robotics and mechanical metamaterials to innovative advancements in medical devices, particularly in drug delivery systems (Figure 1e).
Theoretical framework and computational models. To explain our experimental observations, we devised an analytical model to calculates out-of-plane deformation based on the anisotropic expansion factor of microstructures. We developed computational models to predict shape-changing behaviors, considering both imperfections and material properties. These theoretical approaches validated our experimental results and provided a deeper understanding of the mechanisms behind shape transformations in 4D printing (Figure 1e).
In conclusion, our research demonstrates how viewing printing imperfections as design elements can broaden our capabilities in creating sophisticated, programmable materials. This opens new avenues for the practical application use of defect-based metamaterials, inspiring further innovation and creativity in the field of 4D printing. We anticipate that our findings will extend the possibilities for smart materials and complex design strategies.
Follow the Topic
-
Communications Materials

A selective open access journal from Nature Portfolio publishing high-quality research, reviews and commentary in all areas of materials science.
Related Collections
With Collections, you can get published faster and increase your visibility.
Materials for quantum sensing and computing
Publishing Model: Open Access
Deadline: Jul 09, 2026
Triboelectric nanogenerators for energy harvesting
Publishing Model: Open Access
Deadline: Jun 30, 2026

Please sign in or register for FREE
If you are a registered user on Research Communities by Springer Nature, please sign in