How do we machine the world's hardest materials to the highest precision?
Published in Electrical & Electronic Engineering

How do we machine the hardest materials in the world to the highest precision? This question prompted the development of our review paper.
Ultra-hard materials include natural diamonds, synthetic diamonds and boron nitride, the hardest man-made material. The hardness value exceeds 40GPa on the Vickers scale [1]. Hard materials include titanium alloys, tungsten carbide, and other composites with hardness values exceeding 15GPa [2].
The superior mechanical, toughness and wear properties of these materials justify why their use in the manufacturing industry, particularly in cutting tools, has skyrocketed. However, it's these same properties that made them extremely difficult to machine or process using conventional manufacturing techniques for their desired use. Laser processing provides a solution. It is a non-contact, flexible and fast method that can be optimized to process hard and ultra-hard materials accurately and precisely.
Laser processing can either be photo-thermal, where the heating, melting then vaporization occurs for material removal or photo-chemical, where molecular bond breaking occurs with minimal thermal conduction.
Pulsed laser ablation (PLA) is a photo-thermal and photo-chemical process. Laser energy is pulsed at a set duration (ranging from femtoseconds to microseconds) to maximize the energy density of the laser on the material. Each material has a threshold value that dictates the absorption behavior during PLA (Fig 1).
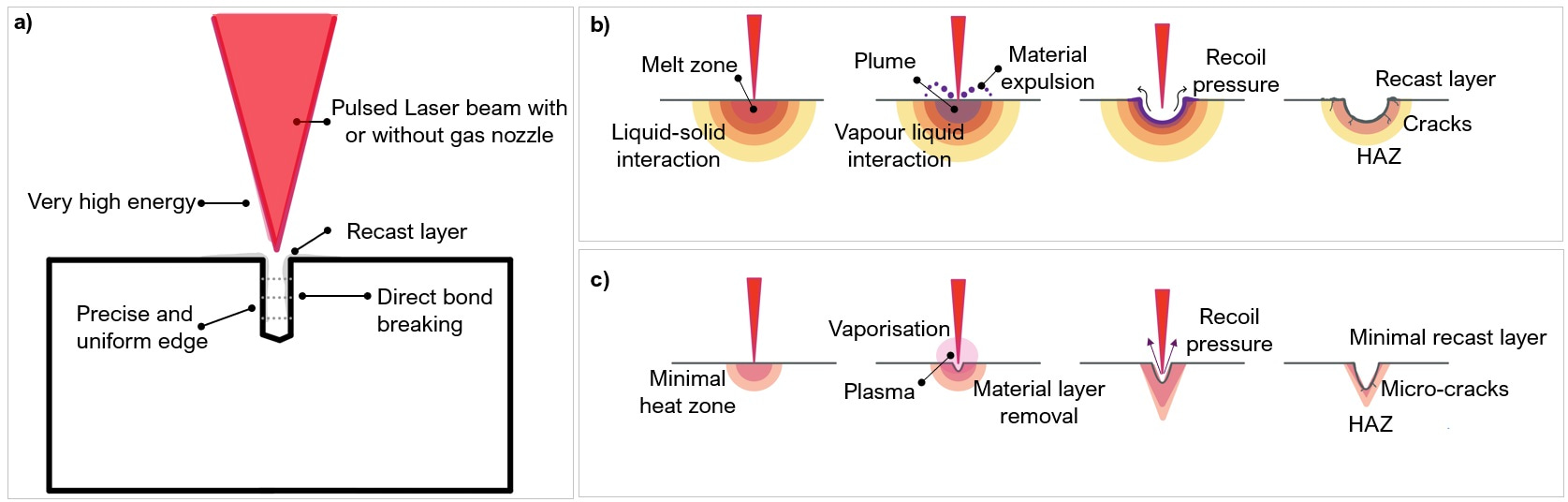
Fig 1. (a) PLA process, (b) Energy density close to material ablation threshold, (c) Energy density much greater than material ablation threshold.
Despite the advantages of using PLA on hard and ultra-hard materials, the laser parameters need to be selected carefully to achieve the highest precision and avoid damage to the material's structural integrity [3], [4]. A review of the current trends in laser processing of hard and ultra-hard materials is presented to understand how to accomplish this.
We also discuss the key laser parameters needed to optimize processing of these materials and summarize the ideal range of each parameter within the context of cutting tools. Finally, it highlights knowledge gaps in research and recommended future directions in the field.
If you are interested in our work, please refer to the review “Laser Processing of Hard and Ultra-Hard Materials for Micro-Machining and Surface Engineering Applications” published in Micromachines:
DOI: https://doi.org/10.3390/mi12080895
Link: https://www.mdpi.com/2072-666X/12/8/895
References:
[1] Smith, G.T. Cutting Tool Technology; Springer: London, UK, 2008.
[2] Crompton, D.; Hirst, W.; Howse, M.G.W. The wear of diamond. Proc. R. Soc. London. Ser. A Math. Phys. Sci. 1973, 333, 435–454.
[3] Pacella M, Nekouie V, Badiee A. Surface engineering of ultra-hard polycrystalline structures using a nanosecond Yb fibre laser: Effect of process parameters on microstructure, hardness and surface finish. J Mater Process Technol 2019;266:311–28. https://doi.org/10.1016/j.jmatprotec.2018.11.014
[4] Hazzan KE, Pacella M, See TL. Understanding the surface integrity of laser surface engineered tungsten carbide. Int J Adv Manuf Technol 2022;118:1141–63. https://doi.org/10.1007/s00170-021-07885-8.
PhD candidate in the Wolfson School of Mechanical, Electrical and Manufacturing Engineering at Loughborough University, in collaboration with Manufacturing Technology Centre (MTC). Conducting research in reconditioning cutting tools using advanced and non-conventional machining. The implementation of artificial intelligence for process modelling and prediction. Integration of industry 4.0 and automation for transparency in manufacturing operations and enhance productivity.
Follow the Topic
-
Communications Engineering

A selective open access journal from Nature Portfolio publishing high-quality research, reviews and commentary in all areas of engineering.
Related Collections
With Collections, you can get published faster and increase your visibility.
Applications of magnetic particles in biomedical imaging, diagnostics and therapies
Publishing Model: Open Access
Deadline: May 31, 2026
Integrated Photonics for High-Speed Wireless Communication
Publishing Model: Open Access
Deadline: Mar 31, 2026



Please sign in or register for FREE
If you are a registered user on Research Communities by Springer Nature, please sign in